EN
ابزارهای آسیاب جاده کاربید تنگستن: چیست، چگونه کار می کنند و چگونه می توان بیشترین بهره را از آنها برد.
اخبار صنعت-ابزارهای آسیاب جاده کاربید تنگستن چیست و چرا اهمیت دارند
ابزارهای آسیاب کاربید تنگستن - که معمولاً به آنهای فرز کاربید، تکههای رنده جاده، دندانهای فرز سرد یا برشهای فرز روسازی نیز گفته میشود - عناصر برشی جداگانه هستند که روی درام چرخان یک ماشین فرز سرد نصب میشوند. هنگامی که یک ماشین فرز جاده از روی سطح روسازی آسفالت یا بتنی عبور می کند، این ابزارهای کوچک اما فوق العاده سخت با نوک کاربید هستند که کار واقعی شکستن، برش و حذف مواد روسازی را انجام می دهند. هر ابزار یک جزء دقیق مهندسی شده است که از یک بدنه فولادی، یک نگهدارنده فولادی سخت شده یا مجموعه بلوک، و یک نوک کاربید تنگستن لحیم کاری شده یا با فشار به انتهای برش متصل شده است. نوک کاربید تنگستن نقطه پایانی ابزار است - مستقیماً با روسازی تماس پیدا می کند و باید در برابر فشارهای ترکیبی ضربه، سایش، فشرده سازی و گرمای ایجاد شده در طول فرز با سرعت چرخش درام که می تواند بیش از 100 دور در دقیقه باشد، مقاومت کند.
دلیل اینکه کاربید تنگستن ماده انتخابی برای نوک ابزار فرز جاده است، ترکیب فوق العاده سختی و مقاومت در برابر سایش آن است. کاربید تنگستن با درجه سختی تقریبی 9.5 در مقیاس Mohs - دومین پس از الماس - و مقاومت فشاری بسیار فراتر از فولاد پرسرعت یا سایر مواد ابزار، هندسه برش خود را بسیار طولانیتر از مواد جایگزین در شرایط سایشی شدید آسیاب روسازی حفظ میکند. این به طور مستقیم به فرکانس جایگزینی ابزار کمتر، کاهش زمان از کار افتادن دستگاه، ثبات کیفیت برش بهتر در طول عمر کاری ابزار، و در نهایت هزینه کل کمتر به ازای هر متر مربع سطح آسیاب شده ترجمه می شود. در عملیات بازسازی جاده و تعمیر و نگهداری روسازی که مصرف ابزار یکی از مهم ترین هزینه های عملیاتی متغیر است، کیفیت و مشخصات ابزارهای آسیاب کاربید تنگستن تأثیر قابل اندازه گیری بر سودآوری پروژه دارد.
آناتومی یک انتخاب آسیاب کاربید تنگستن
درک ساختار یک ابزار آسیاب جاده کاربید به توضیح اینکه چرا طراحی های مختلف در شرایط مختلف روسازی متفاوت عمل می کنند و چرا تطبیق مشخصات ابزار با کاربرد برای دستیابی به عملکرد بهینه و عمر ابزار بسیار مهم است، کمک می کند.
نوک کاربید تنگستن
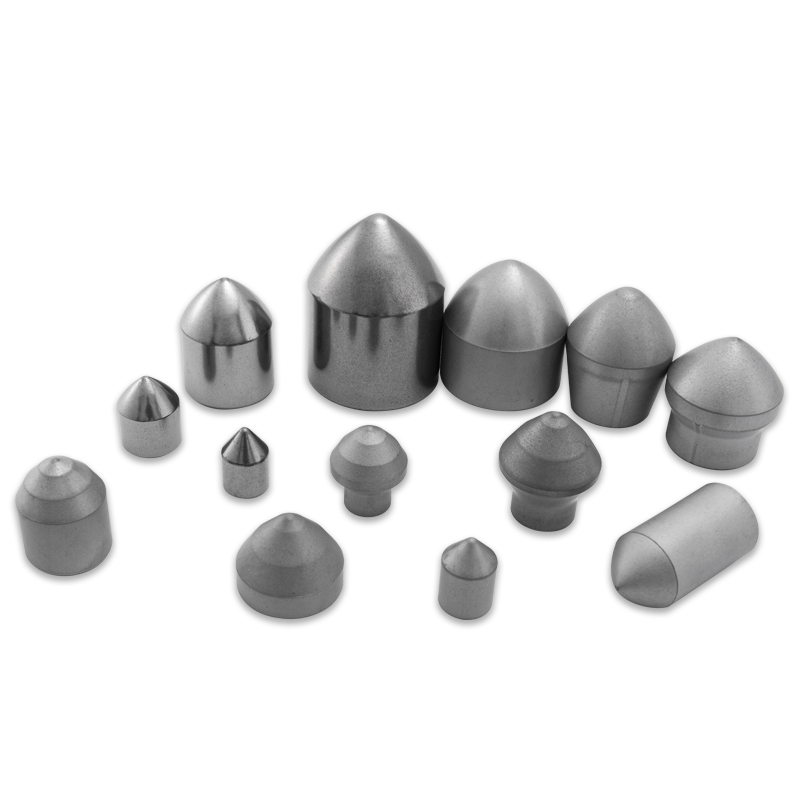
نوک کاربید از نظر فنی حیاتی ترین جزء ابزار فرز جاده است. این ماده از کاربید تنگستن سیمانی - یک ماده کامپوزیتی که از پخت پودر کاربید تنگستن با یک چسب فلزی، معمولاً کبالت، در دماها و فشارهای بسیار بالا تولید میشود، تولید میشود. خواص نوک کاربید تمام شده با اندازه دانه پودر کاربید تنگستن، محتوای چسب کبالت و شرایط پخت تعیین می شود. گریدهای کاربید دانه ریز با محتوای کبالت کمتر (6 تا 8٪) حداکثر سختی و مقاومت در برابر سایش را ارائه می دهند و آنها را برای کاربردهای با سایش بالا مانند آسیاب سنگدانه های سخت یا روسازی های بتنی مناسب می کند. دانههای درشتتر با محتوای کبالت بالاتر (10-12%) مقداری سختی را برای بهبود چقرمگی و مقاومت در برابر ضربه قربانی میکنند، و آنها را برای کاربردهای فرزکاری که شامل بارگذاری ضربهای هستند، مانند کار در روسازیهای با ترکخوردگی یا نامنظم که ابزار در معرض ضربههای شدید متناوب قرار میگیرد، مناسبتر میسازد. هندسه نوک - زاویه مخروط، شعاع نوک و شکل کلی آن - بر نحوه نفوذ موثر آن در روسازی و نحوه توزیع نیروهای برش در بدنه ابزار در طول فرز تأثیر می گذارد.
بدنه و ساقه ابزار
بدنه ابزار فولادی نیروهای برشی را از نوک کاربید به نگهدارنده ابزار و مجموعه درام منتقل می کند. معمولاً از فولاد آلیاژی با کربن متوسط ساخته میشود که تحت عملیات حرارتی قرار میگیرد تا ترکیبی متعادل از سختی سطح - برای مقاومت در برابر سایش مواد روسازی که در طول برش از کنار بدنه عبور میکند - و چقرمگی هسته برای جذب بارهای ضربهای بدون شکستگی ایجاد کند. قطر ساقه یک بعد استاندارد است که باید با سوراخ نگهدارنده ابزاری که در آن قرار داده شده است مطابقت داشته باشد. متداول ترین قطر ساقه برای ابزارهای فرز جاده 22 میلی متر است، اگرچه ساقه های 25 میلی متر و 30 میلی متر در ماشین های سنگین و پیکربندی های درام خاص استفاده می شود. یک حلقه مقاوم در برابر سایش اغلب در اطراف پایه نوک کاربید بر روی طرحهای ابزار درجه یک اعمال میشود تا از بدنه فولادی در ناحیه سایش بالا بلافاصله در پشت نوک محافظت کند، عمر مفید بدنه را افزایش داده و فرکانس تعویض کل ابزار را کاهش میدهد، حتی زمانی که نوک کاربید هنوز قابل استفاده است.
نگهدارنده ابزار و سیستم بلوک
ابزار آسیاب جاده به طور مستقیم به درام جوش داده نمی شود. آنها در نگهدارنده های ابزار - که به آنها نگهدارنده بلوک یا بلوک های پایه نیز گفته می شود - قرار می گیرند که در یک الگوی خاص به سطح درام جوش داده می شوند. نگهدارنده ابزار دو عملکرد مهم را انجام می دهد: موقعیت زاویه ای دقیق ابزار را نسبت به سطح درام که هندسه برش و جریان مواد را تعیین می کند، فراهم می کند و امکان تعویض سریع ابزار را در میدان بدون نیاز به جوشکاری یا ماشینکاری خود درام فراهم می کند. رابط ابزار به نگهدارنده از یک سیستم نگهدارنده فنر استفاده می کند - معمولاً یک حلقه گیره یا گیره فنری در اطراف ساقه ابزار - که ابزار را در حین کار به طور ایمن نگه می دارد و در عین حال اجازه می دهد با پانچ دریفت از بین برود و در عرض چند ثانیه در هنگام فرسودگی جایگزین شود. بدنه نگهدارنده به خودی خود یک اقلام فرسوده است که باید به طور دورهای تحت نظارت و تعویض قرار گیرد، زیرا فرسودگی بیش از حد نگهدارنده باعث ناهماهنگی ابزار میشود که آسیب نوک کاربید را تسریع میکند و کیفیت فرز را کاهش میدهد.
ابزارهای فرز کاربید چگونه روی درام چیده می شوند و چرا اهمیت دارد
الگویی که در آن ابزار سنگ زنی جاده کاربید تنگستن بر روی درام نصب می شوند - فاصله، جهت زاویه ای و پیکربندی ردیف آنها - به اندازه خود ابزارها در تعیین عملکرد فرز مهم است. پیکربندی درام به گونه ای مهندسی شده است که چندین الزام رقیب را متعادل کند: راندمان برش، کیفیت بافت سطح، جریان مواد از طریق محفظه درام، ویژگی های ارتعاش، و توزیع بار برش در ابزارهای جداگانه.
ابزارها در ردیف های مارپیچ در اطراف محیط درام چیده شده اند، با زاویه مارپیچ و فاصله ابزار تا ابزار در هر ردیف، الگوی برش باقی مانده در سطح آسیاب شده را تعیین می کند. فاصله ابزار ظریف تر - ابزار بیشتر در واحد عرض درام - بافت سطح آسیاب شده صاف تر را با برآمدگی های کوچکتر بین برش های ابزار ایجاد می کند، که زمانی که سطح آسیاب شده به عنوان یک سطح در حال اجرا موقت قبل از روسازی استفاده می شود، یا زمانی که منظم بودن سطح برای چسبندگی لایه روسازی بعدی حیاتی است، مهم است. فاصله ابزار گسترده تر، بافت درشت تری ایجاد می کند که حذف مواد تهاجمی تری را در هر ابزار ایجاد می کند و توان مورد نیاز در واحد سطح را کاهش می دهد، که می تواند در عملیات فرز عمیق که در آن بهره وری بر کیفیت پرداخت سطح اولویت دارد، سودمند باشد.
جهت زاویه ای هر نگهدارنده ابزار روی درام - هم زاویه شعاعی (چقدر ابزار در جهت چرخش به جلو متمایل می شود) و هم زاویه جانبی (شیب جانبی محور ابزار نسبت به محور درام) - نحوه درگیر شدن نوک کاربید با روسازی، نحوه توزیع نیروهای برش و نحوه توزیع مستقیم مواد برش را کنترل می کند. دقت در مهندسی پیکربندی درام یکی از تمایزهای کلیدی بین ماشینهای فرز با کارایی بالا از تولیدکنندگان پیشرو و جایگزینهای با کیفیت پایینتر است که ممکن است به نرخ حذف مواد قابل قبولی دست یابند اما بافت سطح پایینتر، نرخ سایش ابزار بالاتر و ارتعاش بیشتر دستگاه را ایجاد کنند.
انواع ابزارهای سنگ زنی جاده کاربید تنگستن و کاربردهای خاص آنها
بازار ابزار فرز جاده چندین نوع ابزار متمایز را ارائه می دهد که برای مواد مختلف روسازی، عمق فرز، اندازه دستگاه و اولویت های عملکرد بهینه شده اند. انتخاب نوع ابزار مناسب برای کاربرد خاص یکی از تاثیرگذارترین تصمیمات در مدیریت هزینه و بهره وری ابزار فرز است.
| نوع ابزار | هندسه نوک کاربید | بهترین برنامه | مزیت کلیدی |
| انتخاب مخروطی استاندارد | مخروط نوک تیز، شعاع نوک متوسط | آسیاب آسفالت عمومی، حذف سطح | همه کاره، مقرون به صرفه، به طور گسترده در دسترس است |
| انتخاب نوک بالستیک | مشخصات بالستیک گرد، شعاع نوک بزرگتر | سنگدانه های سخت آسفالت، مواد ساینده روسازی | مقاومت در برابر سایش در شرایط بسیار ساینده |
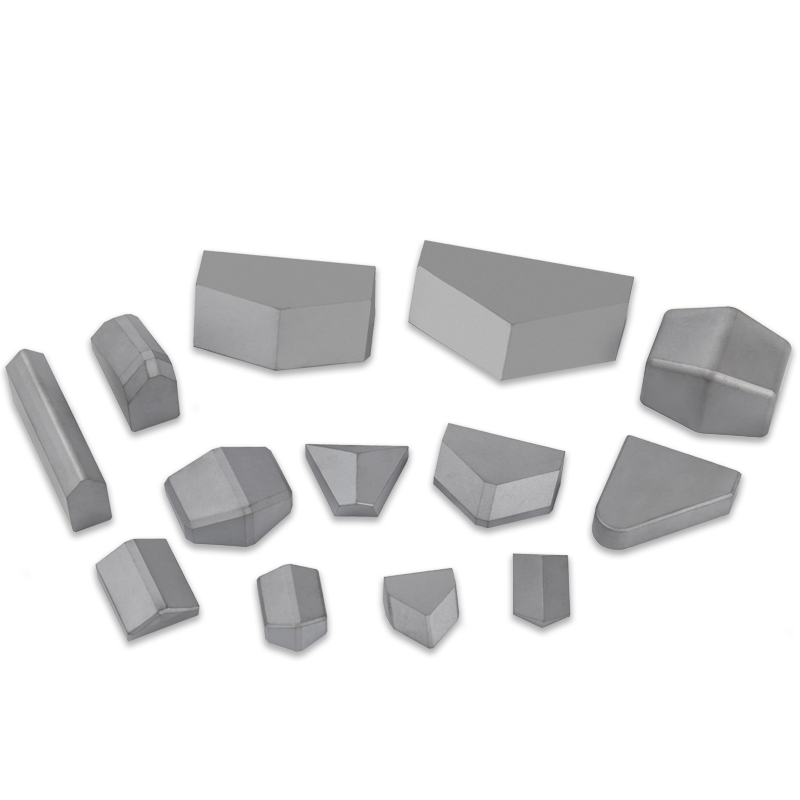
| صورت صاف یا اسکنه ای | صورت صاف یا کمی خمیده | فرز ریز، پروفیل سطح، برش نوار غوغایی | بافت سطح صاف تر، کنترل عمق دقیق را ایجاد می کند |
| کلنگ آسیاب بتن | نوک فوق العاده ضخیم، بدنه تقویت شده | حذف روسازی سیمان پرتلند | چقرمگی ضربه بالا برای رفتار شکست شکننده بتن |
| اقتصادی / درجه استاندارد | هندسه استاندارد، درجه کاربید پایین تر | آسفالت کم سایش، مدت زمان پروژه کوتاه | هزینه اولیه کمتر در جایی که عمر ابزار محرک اصلی نیست |
| درجه حق بیمه / عمر طولانی | هندسه بهینه، کاربید با درجه بالا، بدنه تقویت شده | روسازی فرز، ساینده یا متغیر با تولید بالا | حداکثر عمر ابزار، کمترین هزینه برای هر متر مربع در طول پروژه کامل |
عواملی که تعیین میکنند بیتهای آسیاب کاربید چقدر در زمین باقی میمانند
عمر ابزار معیاری است که مستقیماً اقتصاد عملیاتی یک پروژه آسیاب جاده را تعیین می کند. تعداد متر مربع روسازی که می توان به ازای هر مجموعه ابزار آسیاب کرد بسیار متفاوت است - از چند هزار متر مربع در شرایط سخت تا ده ها هزار متر مربع در شرایط مساعد - و درک متغیرهایی که این تغییر را ایجاد می کنند به اپراتورها و مدیران پروژه کمک می کند تا تصمیمات بهتری در مورد انتخاب ابزار، تنظیمات ماشین و شیوه های عملیاتی اتخاذ کنند.

سختی مصالح روسازی و نوع سنگدانه
تنها عامل موثر در عمر ابزار فرز کاربید، سختی و ساینده بودن مواد روسازی در حال برش است. روسازی های آسفالتی حاوی سنگدانه های آذرین سخت مانند کوارتزیت، گرانیت یا بازالت به طور قابل توجهی ساینده تر از سنگدانه های آهکی یا ماسه سنگی نرم تر هستند و نرخ سایش ابزار در همان شرایط آسیاب می تواند دو تا چهار برابر بیشتر باشد. بتن مسلح سختترین ماده است - ترکیب سنگدانههای سخت، خمیر سیمان و تقویتکننده فولاد، سایش شدید و بارگذاری ضربهای ایجاد میکند که عمر ابزار را به بخش کوچکی از آنچه در آسفالت قابل دستیابی است محدود میکند. درک زمین شناسی کل روسازی که قبل از شروع کار آسیاب می شود، ورودی مهمی برای پیش بینی واقعی مصرف ابزار است.
عمق فرز و پارامترهای عملیاتی ماشین
برش های عمیق تر فرز باعث افزایش بار در هر ابزار، گرمای تولید شده در رابط برش و حجم موادی که هر ابزار باید در واحد زمان پردازش کند، افزایش می یابد که همه اینها سایش را تسریع می کنند. کارکردن ماشین فرز با سرعتهای رو به جلو بالاتر از حد مناسب برای عمق فرز و سختی روسازی، بار تراشه را روی هر ابزار افزایش میدهد و میتواند باعث شکستگی نوک کاربید به جای سایش تدریجی ساینده شود - حالت شکست بسیار مخربتر. سرعت چرخش درام نیز مهم است: اجرای درام سریعتر از آنچه برای مواد لازم است، فرکانس ضربه را بدون بهبود بهره وری افزایش می دهد و دمای نوک را افزایش می دهد، که سختی کاربید را کاهش می دهد و سایش را تسریع می کند. بهینه سازی ترکیب سرعت رو به جلو، عمق فرز و سرعت چرخش درام برای مواد روسازی خاص یکی از موثرترین اهرم ها برای افزایش عمر ابزار بدون به خطر انداختن نرخ تولید است.
عملکرد سیستم اسپری آب
ماشین های فرز جاده مجهز به سیستم پاشش آب هستند که آب را در حین کار به درام و ابزار هدایت می کند. این سیستم دو عملکرد حیاتی را انجام می دهد: خنک کردن نوک کاربید برای جلوگیری از اتلاف سختی ناشی از حرارت و ترک خوردگی حرارتی و سرکوب ابر گرد و غبار تولید شده توسط فرآیند آسیاب. یک سیستم اسپری آب با عملکرد مناسب با سرعت جریان کافی و موقعیت نازل صحیح که هر ردیف ابزار را هدف قرار می دهد، می تواند عمر ابزار کاربید را 20 تا 40 درصد در مقایسه با عملکرد بدون آب یا با سیستم اسپری ضعیف افزایش دهد. نازل های اسپری مسدود شده یا نامناسب یکی از دلایل رایج سایش زودرس ابزار است که به راحتی نادیده گرفته می شود، و بررسی سیستم اسپری در شروع هر شیفت باید بخشی استاندارد از راه اندازی دستگاه باشد.
چرخش ابزار و نظارت بر سایش
میلههای فرز کاربید تنگستن به گونهای طراحی شدهاند که در حین کار آزادانه درون نگهدارندههای خود بچرخند و سایش را به طور مساوی در اطراف نوک کاربید توزیع کنند. ابزاری که نمی تواند بچرخد - به دلیل اینکه سوراخ نگهدارنده آن فرسوده شده، آلوده به زباله است، یا ساقه ابزار خورده شده است - به طور نامتقارن فرسوده می شود و یک نقطه صاف در یک طرف نوک ایجاد می کند که به طور چشمگیری کارایی برش و طول عمر آن را کاهش می دهد. بازرسی منظم چرخش ابزار در حین کار، روغن کاری ساقه ابزار در حین تعویض، و تعویض نگهدارنده های فرسوده قبل از ایجاد محدودیت در چرخش ابزار، اقدامات ضروری برای به حداکثر رساندن بازگشت سرمایه در گریدهای ابزار کاربید ممتاز هستند.
نحوه بازرسی، جایگزینی و مدیریت ابزارهای آسیاب کاربید تنگستن در محل کار
مدیریت ابزار موثر در این زمینه مستلزم یک رویکرد سیستماتیک برای بازرسی، زمانبندی جایگزینی و ثبت سوابق است که فراتر از تعویض ابزارها در زمانی است که آشکارا از کار بیفتند. برنامه مدیریت ابزار فعال، خرابی های برنامه ریزی نشده را کاهش می دهد، ثبات کیفیت سطح را بهبود می بخشد، و هزینه کل ابزار را در هر پروژه با تشخیص زودهنگام الگوهای سایش و رسیدگی به علل ریشه ای آنها قبل از تشدید آنها کاهش می دهد.
- یک فاصله بازرسی منظم ایجاد کنید: درام کامل را در یک بازه زمانی مشخص بازرسی کنید - معمولاً هر 2 تا 4 ساعت کار فرز بسته به شرایط - به جای اینکه منتظر بمانید تا مشکلات قابل مشاهده ظاهر شوند. مدیریت سایش ابزار در مراحل اولیه بسیار ساده تر و ارزان تر از خرابی فاجعه بار ابزار است که به نگهدارنده ها و اجزای درام آسیب می زند. از چراغ قوه و آینه برای بررسی سطح زیرین درام در حالی که ثابت است و دستگاه به طور ایمن خاموش و قفل شده است استفاده کنید.
- جایگزینی ابزارها به صورت گروهی به جای فردی: هنگامی که چندین ابزار در یک ردیف یا بخش سایش قابل توجهی نشان می دهند، به جای فرسوده ترین ابزارها، کل گروه را جایگزین کنید. مجموعه ابزارهای سایش مختلط توزیع بار نابرابر را در سراسر درام ایجاد می کند، ابزارهای جدیدتر را در مجاورت ابزارهایی که به شدت فرسوده شده اند بارگذاری می کنند و به نوبه خود سایش آنها را تسریع می کنند. جایگزینی ابزارها در گروههای سیستماتیک، نمایه سایش ثابت را در سراسر درام حفظ میکند.
- هر بار که ابزاری عوض می شود نگهدارنده ها را بازرسی کنید: قطر سوراخ نگهدارنده را با یک گیج اندازه گیری کنید یا هر زمان که ابزاری را بردارید، سایش بیضی شکل، ترک خوردگی یا تغییر رنگ حرارتی قابل مشاهده را بررسی کنید. سوراخ نگهدارنده ای که سایز بزرگی دارد - معمولاً بیش از 0.5 میلی متر بالاتر از قطر سوراخ اسمی - ساقه ابزار جدید را به درستی نگه نمی دارد و از چرخش ابزار جلوگیری می کند و باعث سایش زودرس ابزار جایگزین می شود. نگهدارنده های فرسوده را به جای استفاده مجدد، فوراً تعویض کنید.
- ضبط مصرف ابزار بر اساس موقعیت درام: ردیابی موقعیتهایی که روی درام سریعتر از ابزار مصرف میکنند، الگوهای سایش سیستماتیک را نشان میدهد که نشاندهنده مسائل عملیاتی خاص است - پوشش ناکافی اسپری آب در ردیفهای خاص، ناهماهنگی نگهدارنده در بخش درام، یا شرایط روسازی که بهویژه در مناطق خاصی از برش تهاجمی است. این داده ها برای تشخیص و تصحیح مشکلات ناشی از سایش به جای جایگزینی ساده ابزارها بسیار ارزشمند است.
- از ابزارهای صحیح استخراج و نصب ابزار استفاده کنید: استفاده از منگنههای دریفت بداهه یا نادرست و ابزار نصب برای برداشتن و نصب پینهای فرز به ساقههای ابزار، سوراخهای نگهدارنده و گیرههای فنر نگهدارنده آسیب میرساند و باعث ایجاد مشکلاتی در تناسب میشود که بر امنیت نگهداری ابزار و عملکرد چرخش تأثیر میگذارد. همیشه از ابزارهای استخراج و نصب مشخص شده توسط سازنده استفاده کنید و همه پرسنل میدانی را قبل از اینکه به آنها اجازه انجام تعمیر و نگهداری درام را بدهید، در مورد روش صحیح آموزش دهید.
- ابزار و نگهدارنده های یدکی را به درستی نگهداری کنید: کاربید تنگستن شکننده است و اگر ابزارها به طور شل در سطل ذخیره فلزی پرتاب شوند، جایی که در حین حمل و نقل با هم برخورد می کنند، می تواند تراشه یا ترک بخورد. ابزارهای یدکی را در سینی های تقسیم شده یا نگه دارنده های لوله ای نگهداری کنید که از تماس بین نوک های کاربید منفرد جلوگیری می کند. ذخیره سازی را خشک نگه دارید تا از خوردگی ساقه جلوگیری کنید که چرخش را مختل می کند و استخراج ابزار در آینده را دشوار می کند.
OEM در مقابل ابزارهای فرز کاربید پس از فروش: نحوه ارزیابی تفاوت هزینه واقعی
یکی از متداول ترین تصمیمات خرید که پیمانکاران آسیاب جاده با آن روبرو هستند این است که آیا از ابزارهای فرز کاربید تنگستن تولید کننده تجهیزات اصلی (OEM) یا جایگزین های پس از فروش از تامین کنندگان شخص ثالث استفاده کنند. تفاوت قیمت بین دستگاههای فرز کاربید OEM و فرز کاربید میتواند قابل توجه باشد - ابزارهای فرعی بازار اغلب 30 تا 60 درصد ارزانتر از مشابههای OEM هستند - اما مقایسه مربوطه قیمت واحد نیست، بلکه هزینه هر متر مربع سنگفرش آسیابشده است که به عمر ابزار، میزان خرابی و هرگونه هزینه پایین دستی ناشی از آسیب نگهدارنده یا مسائل کیفیت سطح بستگی دارد.
ابزارهای فرز کاربید OEM ممتاز از تولیدکنندگانی مانند Wirtgen، Kennametal، Element Six و Betek به طور خاص برای تنظیمات درام و شرایط عملکرد ماشینهایی که با آنها عرضه میشوند طراحی و آزمایش شدهاند. آنها از درجه های کاربید دقیقاً مشخص شده، هندسه نوک بهینه و عملیات حرارتی کنترل شده بدنه ابزار استفاده می کنند که برای ارائه اهداف تعیین شده عمر ابزار در شرایط مشخص تأیید شده است. تلورانسهای هندسه درجه کاربید و نوک در ابزارهای OEM درجه یک نسبت به بسیاری از جایگزینهای ارزانتر پس از فروش دارای مشخصات دقیقتری هستند و این ثبات در عمر ابزار قابل پیشبینیتر و نرخ خرابی پایینتر در سرویس منعکس میشود.
تامین کنندگان معتبر ابزار فرز کاربید پس از فروش که در کنترل کیفیت متالورژی سرمایه گذاری می کنند، از گریدهای کاربید معادل استفاده می کنند، و با تحمل ابعادی سازگار با سیستم های نگهدارنده هدف، می توانند ارزش واقعی ارائه دهند. این خطر در ابزارهای پس از فروش با کیفیت پایینتر است که از گریدهای کاربید پایینتر با ساختار دانه درشتتر و محتوای کبالت ناسازگار استفاده میکنند، لحیم کاری کنترلشده ضعیف نوک به بدنه که منجر به از بین رفتن زودهنگام نوک میشود، یا تحملهای ابعادی که منجر به تناسب ضعیف در نگهدارنده و محدودیت چرخش ابزار میشود. ارزیابی ابزارهای پس از فروش مستلزم اجرای آزمایشهای میدانی کنترلشده است که هزینه کل هر متر مربع را با هم مقایسه میکند - محاسبه نرخ مصرف ابزار، سایش نگهدارنده و هرگونه مشکل کیفیت - نه صرفاً مقایسه قیمت خرید هر ابزار. ابزاری که 40 درصد هزینه کمتری دارد، اما دو برابر سریعتر میپوشد، در هزینهها صرفهجویی نمیکند و ممکن است هزینههای اضافی را از طریق افزایش سایش نگهدارنده و زمان از کار افتادن درام ارائه دهد.
تطبیق مشخصات ابزار کاربید با کاربردهای رایج آسیاب جاده
کاربردهای مختلف آسیاب جاده، اساساً نیازهای متفاوتی را برای ابزارهای فرز کاربید تنگستن ایجاد می کنند، و استفاده از یک ابزار همه منظوره در همه برنامه ها به ندرت مقرون به صرفه ترین رویکرد است. تراز کردن مشخصات ابزار با نوع کاربرد، روشی ساده برای بهبود اقتصاد ابزار بدون تغییر حجم خرید یا مذاکره در مورد قیمتهای بهتر است.
- حذف مسیر سطحی (عمق 0-40 میلی متر) در جاده های شهری: این بالاترین حجم کاربرد برای پیمانکاران آسیاب جاده است و شامل برش نسبتا کم عمق آسفالت استاندارد با سرعت متوسط ماشین است. کاربید مخروطی استاندارد در یک کاربید درجه متوسط انتخاب مناسبی است. اولویت به جای مقاومت در برابر سایش شدید، عمر ابزار و کیفیت سطح ثابت است، و نمرات استاندارد معمولاً بهترین نتیجه هزینه هر متر مربع را در این شرایط قابل پیش بینی ارائه می دهند.
- فرز عمیق و احیای کامل عمق (40-300 میلی متر): عملیات فرز عمیق ابزارها را در معرض بارها و دماهای بسیار بالاتری نسبت به آسیاب سطحی قرار می دهد و تکه های مواد آسیاب شده بزرگتر که در عمق ایجاد می شوند بار ضربه ای بیشتری را روی ابزارهای جداگانه ایجاد می کنند. انتخاب کاربید درجه یک با بدنههای تقویتشده و محتوای کبالت بیشتر برای چقرمگی ضربهای بهتر، در اینجا انتخاب بهتری است، حتی اگر هزینه واحد بالاتر باشد، زیرا چقرمگی بهبود یافته تحت بارگذاری ضربهای سنگین از شکستگی نوک جلوگیری میکند که ابزار استاندارد را در کاربردهای فرز عمیق غیراقتصادی میکند.
- آسیاب بزرگراه و فرودگاه با سنگدانه های سخت: در روسازی بزرگراههای پرترافیک معمولاً از سنگدانههای کوارتزیت یا گرانیت استفاده میشود که ساییدگی شدید روی نوک ابزار کاربید ایجاد میکند. پیک های کاربید نوک بالستیک با گریدهای کاربید ریز دانه و کم کبالت که به طور خاص برای حداکثر مقاومت در برابر سایش در شرایط سایشی بالا فرموله شده اند، به طور مداوم در این کاربردها بهتر از پیک های استاندارد در این کاربردها عمل می کنند و علیرغم هزینه واحد بالاتر، متر مربع بیشتری را برای هر ابزار ارائه می دهند.
- سنگ زنی و تراشکاری روسازی بتن: آسیاب بتن سیمان پرتلند پرتقاضاترین کاربرد برای ابزارهای آسیاب جاده کاربید است. سختی شدید سنگدانه های بتن، همراه با رفتار شکست شکننده بتن که باعث ایجاد تکه های مواد نامنظم بزرگ و بارهای ضربه ای زیاد بر ابزارها می شود، نیاز به تراش بتن اختصاصی با نوک های کاربید فوق العاده ضخیم، بدنه های فولادی تقویت شده و گریدهای کاربید بهینه شده برای چقرمگی نسبت به سختی خالص دارد. استفاده از میله های آسیاب آسفالت در بتن یک اقتصاد کاذب است - میزان خرابی و مصرف ابزار بسیار بیشتر از تفاوت هزینه بین ابزارهای عمومی و بتن خاص خواهد بود.
محصولات ما //
محصولات مرتبط