EN
کاربید تنگستن: راهنمای کامل برای اینکه چیست، چگونه ساخته شده است و کجا استفاده می شود
اخبار صنعت-کاربید تنگستن در واقع چیست و چرا بسیار قابل توجه است
کاربید تنگستن - که اغلب به اختصار WC یا در محیطهای صنعتی به آن کاربید میگویند - یک ترکیب شیمیایی است که از ترکیب اتمهای تنگستن و کربن به نسبت مساوی تشکیل میشود. در شکل ترکیبی خالص خود، به صورت پودر خاکستری ریز به نظر می رسد، اما ماده ای که مهندسان و سازندگان در عمل با آن کار می کنند، کاربید تنگستن سیمانی است: کامپوزیتی که از پخت پودر کاربید تنگستن همراه با یک چسب فلزی، معمولاً کبالت، در دما و فشار بسیار بالا تولید می شود. این فرآیند تف جوشی ذرات کاربید سخت را به یک ماده متراکم و جامد ترکیب می کند که خواصی را با هم ترکیب می کند که هیچ عنصری به تنهایی نمی تواند ارائه دهد - سختی خارق العاده، مقاومت در برابر سایش استثنایی، مقاومت فشاری بالا، هدایت حرارتی خوب و چگالی تقریباً دو برابر فولاد.
اعداد پشت خواص کاربید تنگستن واقعاً چشمگیر است. سختی آن در مقیاس ویکرز معمولاً بین 1400 تا 1800 HV بسته به عیار و محتوای کبالت است - چندین برابر سخت تر از فولاد ابزار سخت شده و نزدیک به سختی الماس است که تقریباً 10000 HV می نشیند. مقاومت فشاری آن می تواند بیش از 6000 مگاپاسکال باشد که آن را به یکی از قوی ترین مواد در فشرده سازی در دسترس مهندسان تبدیل می کند. نقطه ذوب آن تقریباً 2870 درجه سانتیگراد به این معنی است که خواص مکانیکی خود را در دماهایی که اکثر مواد مهندسی دیگر از مدت ها قبل نرم شده یا شکست خورده اند حفظ می کند. این ویژگیها در مجموع توضیح میدهند که چرا کاربید تنگستن سیمانی در طیف قابل توجهی از کاربردهای صنعتی، از برش فلز و معدن گرفته تا دستگاههای پزشکی و الکترونیک ضروری شده است.
نحوه تولید کاربید تنگستن: از سنگ معدن خام تا درجه نهایی
تولید سیمان کاربید تنگستن یک فرآیند چند مرحلهای است که با استخراج سنگ معدن تنگستن آغاز میشود و با یک ماده کامپوزیت مهندسی دقیق خاتمه مییابد که خواص آن تا تلورانسهای محدود کنترل میشود. درک زنجیره تولید روشن میکند که چرا گریدهای کاربید تنگستن در ویژگیهای عملکرد متفاوت است و چرا کیفیت مواد خام و شرایط پردازش چنین تأثیر مستقیمی بر خواص مواد نهایی دارد.
استخراج و فرآوری سنگ معدن تنگستن
منابع تجاری اولیه تنگستن عبارتند از مواد معدنی شیلیت (کلسیم تنگستات، CaWO4) و ولفرامیت (منگنز آهن تنگستات). چین بر تولید جهانی تنگستن مسلط است و تقریباً 80 درصد از تولید جهانی را به خود اختصاص می دهد و ذخایر قابل توجهی نیز در روسیه، ویتنام، کانادا و بولیوی یافت می شود. سنگ معدن استخراج شده ابتدا با شناورسازی و جداسازی ثقلی برای افزایش محتوای تنگستن متمرکز می شود، سپس به صورت شیمیایی برای تولید پاراتنگستات آمونیوم (APT) - رایج ترین شکل میانی در زنجیره تامین تنگستن - پردازش می شود. متعاقباً APT در اتمسفر هیدروژن در دمای بالا کاهش می یابد تا پودر فلز تنگستن تولید شود که سپس با واکنش با کربن در یک کوره با دمای بالا برای تولید پودر کاربید تنگستن کربوره می شود. اندازه ذرات این پودر WC - که می تواند از زیر میکرون تا ده ها میکرون متغیر باشد - یک پارامتر مهم است که به طور مستقیم اندازه دانه و سختی کاربید سیمانی تمام شده را تعیین می کند.
مخلوط کردن، آسیاب کردن، و افزودن بایندر
پودر کاربید تنگستن با پودر کبالت - رایجترین چسب، معمولاً در غلظتهای بین 3 تا 25 درصد وزنی بسته به درجه هدف - همراه با سایر مواد افزودنی مانند بازدارندههای رشد دانه (معمولاً کاربید وانادیم یا کاربید کروم با اضافههای زیر درصد) و روانکنندههای فشاری مخلوط میشود. سپس این مخلوط در آسیاب گلولهای به مدت طولانی آسیاب میشود - معمولاً 24 تا 72 ساعت - برای دستیابی به اختلاط دقیق، تجزیه هر گونه آگلومره و رسیدن به توزیع اندازه ذرات مورد نظر. دوغاب آسیاب شده با اسپری خشک می شود تا پودر گرانول با جریان آزاد با اندازه ذرات و چگالی ثابت مناسب برای پرس تولید شود. یکنواختی اختلاط در این مرحله بسیار مهم است: هر گونه تغییر در توزیع بایندر در سراسر پودر، تغییرات خاصیت موضعی در قسمت متخلخل ایجاد میکند که هم عملکرد مکانیکی و هم قابلیت اطمینان را به خطر میاندازد.
فشار دادن و شکل دادن
پودر خشک شده با اسپری با استفاده از یکی از چندین روش پرس به شکل نزدیک به شبکه مورد نظر فشرده می شود. پرس قالب تک محوری برای اشکال ساده مانند برش درج ها، میله ها و قطعات سایش در تولید با حجم بالا استفاده می شود. پرس ایزواستاتیک - که در آن فشار به طور یکنواخت از همه جهات از طریق یک محیط سیال اعمال می شود - برای اشکال پیچیده تر استفاده می شود و چگالی سبز یکنواخت تری ایجاد می کند که به خواص متخلخل سازگارتر تبدیل می شود. از اکستروژن برای تولید میله ها و لوله های بلند استفاده می شود. پرس سرد یک فشرده "سبز" تولید می کند که دارای استحکام کافی برای جابجایی است، اما همچنان باید زینتر شود تا خواص نهایی آن ایجاد شود. برخی از اشکال پیچیده با قالب گیری تزریقی مخلوط کاربید-بایندر-پلیمر (قالب گیری تزریقی فلز یا فرآیند MIM) قبل از جداسازی و تف جوشی تولید می شوند.
تف جوشی
تف جوشی is the critical step that transforms the pressed green compact into fully dense cemented tungsten carbide. The compact is heated in a controlled atmosphere furnace — typically hydrogen or vacuum — through a carefully programmed temperature cycle that first burns off the pressing lubricant, then reaches the sintering temperature, which is above the melting point of the cobalt binder (approximately 1320°C) but well below the melting point of tungsten carbide. At sintering temperature, the liquid cobalt phase wets the tungsten carbide particles and draws them together by capillary action, filling pores and producing a dense, cohesive structure as the part cools and the cobalt solidifies. The finished sintered part is typically 20–25% smaller in linear dimensions than the green compact — a predictable and precisely controlled shrinkage that is accounted for in the tooling design. Hot isostatic pressing (HIP) is often applied after sintering to eliminate any residual microporosity, further improving density, toughness, and fatigue resistance in premium grades.
سنگ زنی و تکمیل
کاربید تنگستن زینتر شده برای ماشینکاری با ابزارهای برش معمولی بسیار سخت است - باید با استفاده از چرخ های ساینده الماسی آسیاب شود تا به تلورانس های ابعادی محکم و کیفیت پرداخت سطح مورد نیاز برای ابزارهای برش، قطعات سایش، و اجزای دقیق دست یابد. سنگ زنی الماس کاربید سیمانی یک عملیات ماهرانه و سرمایه بر است و پارامترهای فرآیند سنگ زنی - مشخصات چرخ، سیال سنگ زنی، نرخ تغذیه و فرکانس پانسمان - به طور قابل توجهی بر دقت ابعاد و شرایط زیرسطحی قطعه تمام شده تأثیر می گذارد. سنگ زنی نامناسب می تواند باعث ایجاد تنش های کششی باقیمانده یا ریزترک شود که باعث کاهش چقرمگی و عمر خستگی لبه های برش می شود. برای کاربردهای ابزار برش، لبههای زمین اغلب با آمادهسازی لبهها پردازش میشوند - یک عملیات تراشکاری یا برس زدن کنترلشده که شعاع لبهای مشخص را ایجاد میکند که با کاهش برادهشدن در لبه برش تحت ضربه و چرخه حرارتی عملیات ماشینکاری، عمر ابزار را بهبود میبخشد.
درک درجات کاربید تنگستن و معنی اعداد
کاربید تنگستن سیمانی تجاری یک ماده واحد نیست، بلکه خانواده ای از گریدها است که خواص آنها به طور سیستماتیک با تنظیم محتوای کبالت، اندازه دانه کاربید و افزودن سایر فازهای کاربید مانند کاربید تیتانیوم (TiC)، کاربید تانتالم (TaC) و کاربید نیوبیم (NbC) تغییر می کند. درک سیستم درجه به مهندسان و متخصصان خرید کمک میکند تا مناسبترین درجه را برای کاربرد خاص خود انتخاب کنند، بهجای پیشفرض از یک انتخاب عمومی که ممکن است کمتر از حد مطلوب باشد.
| مشخصه درجه | کبالت کم (3-6٪ شرکت) | کبالت متوسط (8-12٪ Co) | کبالت بالا (15-25٪ Co) |
| سختی | بسیار زیاد (1700–1800 HV) | بالا (1400–1600 HV) | متوسط (1000–1300 HV) |
| مقاومت در برابر سایش | عالی | خوب | متوسط |
| چقرمگی / مقاومت در برابر ضربه | پایین تر | خوب | بالا |
| قدرت گسیختگی عرضی | متوسط | بالا | خیلی بالا |
| چگالی (g/cm³) | ~ 15.0-15.3 | ~ 14.3-14.9 | ~13.0-14.0 |
| برنامه های کاربردی معمولی | قطعات سایش دقیق، قالب های کشش سیم، حلقه های مهر و موم | درج برش فلز، آسیاب انتهایی، مته | میله های معدن، ابزار آسیاب جاده، بیت های حفاری سنگ |
اندازه دانه یک متغیر به همان اندازه مهم است که با محتوای کبالت برای تعیین تعادل ویژگی یک گرید در تعامل است. گریدهای دانه ریز (اندازه دانه WC زیر 1 میکرون، طبقه بندی شده به عنوان زیر میکرون یا فوق ریز) در یک محتوای کبالت معین در مقایسه با گریدهای دانه درشت تر، سختی و مقاومت سایشی به طور قابل توجهی بالاتری دارند، در حالی که گریدهای دانه متوسط (1 تا 3 میکرون) ترکیب سختی و چقرمگی متعادل، و گریدهای دانه درشت با هزینه سختی بالاتر از حداکثر 3 را ارائه می دهند. سیستم تعیین ISO برای گریدهای برش کاربید سیمانی - P، M، K، N، S، H - گریدها را بر اساس نوع ماده قطعه کار که برای برش طراحی شده اند طبقه بندی می کند، و یک نقطه شروع عملی برای انتخاب درجه ابزار برش حتی بدون دانش دقیق از متالورژی زیربنایی ارائه می دهد.
کاربردهای صنعتی عمده کاربید تنگستن
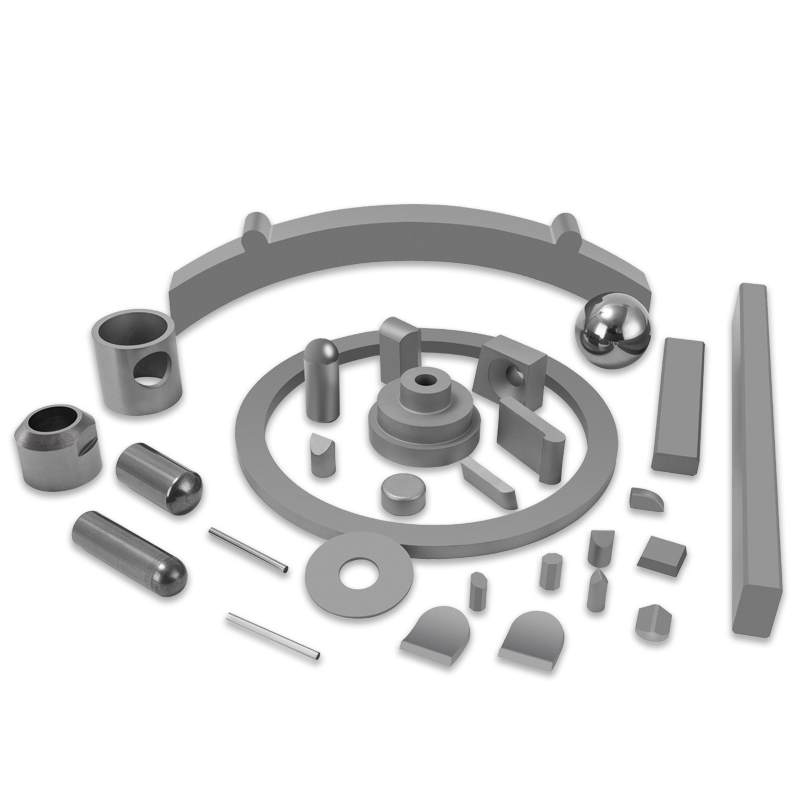
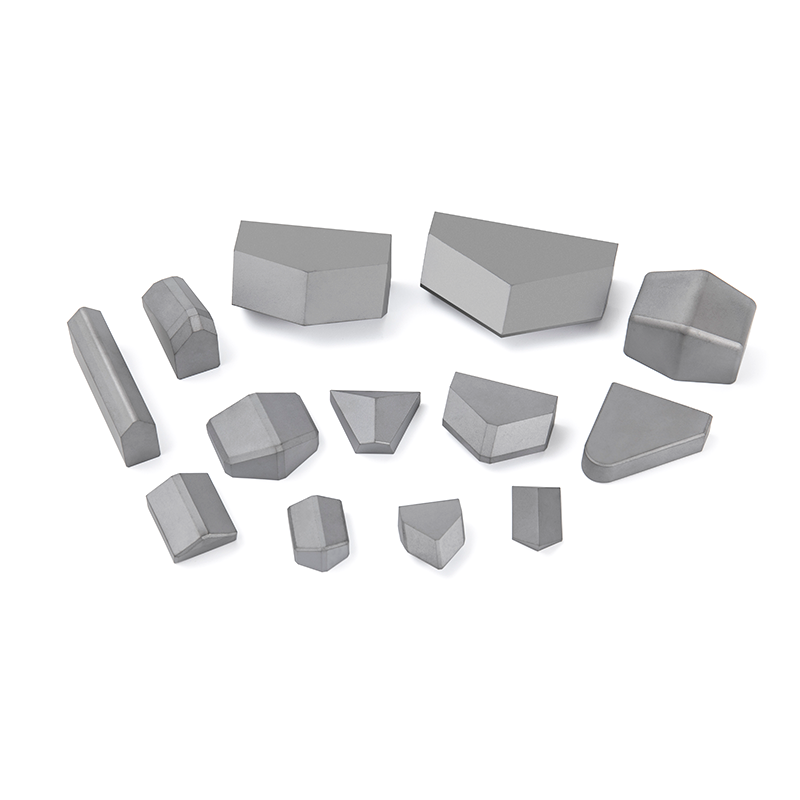
کاربید تنگستن سیمانی در طیف بسیار متنوعی از صنایع و کاربردها استفاده می شود. موضوع مشترکی که در همه آنها وجود دارد نیاز به ماده ای است که سختی، مقاومت در برابر سایش و چقرمگی کافی را برای زنده ماندن در محیط های عملیاتی سخت که در آن مواد معمولی پیش از موعد خراب می شوند، ترکیب کند. بخش های زیر مهمترین کاربردها را از نظر حجم و اهمیت فنی نشان می دهند.
برش و ماشینکاری فلزات
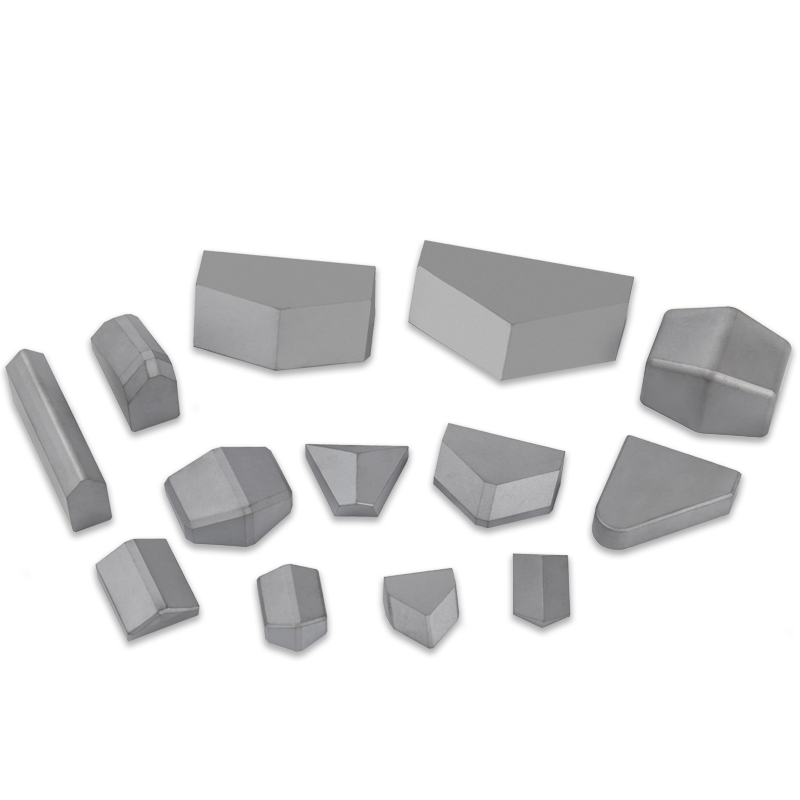
برش فلز - ساخت اجزای دقیق با حذف مواد از قطعات فلزی با استفاده از ابزارهای برش - بزرگترین کاربرد واحد برای کاربید تنگستن سیمانی از نظر ارزش است. درج های برش شاخص کاربید، آسیاب های انتهایی کاربید جامد، مته های کاربید و میله های حفاری کاربید تا حد زیادی جای ابزارهای برش فولادی پرسرعت را در مراکز ماشینکاری مدرن CNC کرده اند زیرا آنها می توانند با سرعت برش سه تا ده برابر بیشتر از HSS عمل کنند در حالی که لبه های برش تیز را برای مدت طولانی تری حفظ می کنند. این به طور مستقیم به بهره وری بالاتر ماشین، هزینه کمتر برای هر قطعه، و سطح بهتر و سازگاری ابعادی در قطعات ماشینکاری شده ترجمه می شود. درج های مورد استفاده در عملیات تراشکاری، آسیاب و حفاری معمولاً با یک یا چند لایه از پوشش های سخت سرامیکی پوشانده می شوند - نیترید تیتانیوم (TiN)، کربنیترید تیتانیوم (TiCN)، اکسید آلومینیوم (Al2O3)، و نیترید تیتانیوم آلومینیوم (متداول ترین حالت نیترید تیتانیوم آلومینیوم (AlTiN استفاده می شود) فرآیندهای رسوب بخار (CVD) این پوششها یک لایه مقاوم در برابر سایش اضافه میکنند که عمر ابزار را بیشتر میکند و سرعت برش بالاتری را امکانپذیر میکند، بهویژه در ماشینکاری خشک یا تقریباً خشک که استفاده از مایع برش به دلایل محیطی و هزینه به حداقل میرسد.
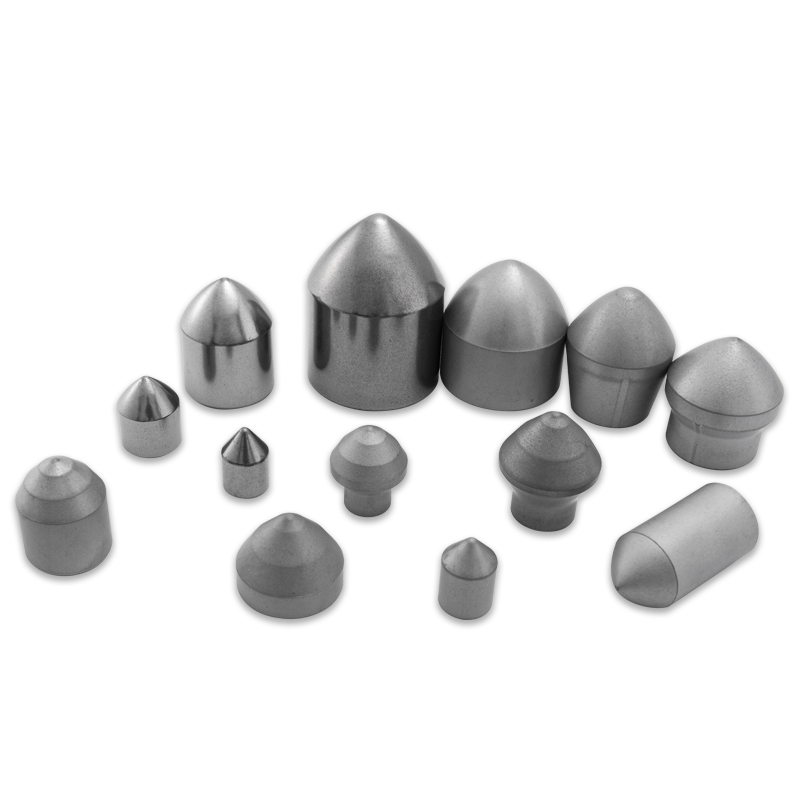
معدن، حفاری و حفاری سنگ
حفاری معدن و ساخت و ساز دومین دسته کاربردی بزرگ برای کاربید تنگستن است که حجم زیادی از گریدهای با کبالت بالا و چقرمگی بهینه شده را به شکل متههای مته، درجهای برش چرخشی، سرهای حفاری بالابرنده و دستگاههای حفاری تونل (TBM) مصرف میکند. مته های مخروطی غلتکی تریکن برای حفاری نفت و گاز از صدها درج کاربید در هر بیت استفاده می کنند تا تشکیلات سنگی را در عمق هزاران متری برش دهند. متههای ضربهای برای استخراج سطحی و زیرزمینی از دکمههای کاربید استفاده میکنند که باید در برابر ضربههای مکرر پر انرژی تجهیزات حفاری پنوماتیک یا هیدرولیک در سنگ ساینده مقاومت کنند. پیک های برش کننده معدن لانگ وال و پیک های درام معدنی پیوسته از ابزارهایی با نوک کاربید برای برش زغال سنگ و سنگ نرم در معادن زغال سنگ زیرزمینی استفاده می کنند. در هر یک از این کاربردها، عیار کاربید باید به دقت بهینه شود تا حداکثر مقاومت را در برابر ترکیب خاصی از سایش و ضربه که در نوع سنگ مورد نظر با آن مواجه میشود، ایجاد کند، زیرا گریدی که خیلی سخت است در اثر ضربه شکسته میشود در حالی که گرید خیلی نرم در شرایط سایشی به سرعت سایش میشود.
قالب های سیم کشی و شکل دهی فلز
قالب های کاربید تنگستن ماده استاندارد برای کشیدن سیم است - فرآیند کاهش قطر سیم فلزی با کشیدن آن از طریق یک سری از روزنه های قالب به تدریج کوچکتر. ترکیبی از سختی شدید، مقاومت در برابر سایش و استحکام فشاری که کاربید ایجاد میکند به قالبهای کشش سیم اجازه میدهد تا هندسه دیافراگم دقیق خود را از طریق پردازش طولهای بسیار زیاد سیم - به طور بالقوه صدها هزار متر در هر قالب قبل از جایگزینی - حفظ کنند و در عین حال در برابر فشارهای تماسی بسیار بالای ایجاد شده در سطح قالب مقاومت کنند. قالب های کاربید برای کشیدن سیم های فولادی، مسی، آلومینیومی و آلیاژی خاص در محدوده قطری از چند میلی متر تا سیم های ریز زیر 0.1 میلی متر استفاده می شود. فراتر از سیم کشی، کاربید به طور گسترده در قالب های شکل دهی سرد، پانچ های کشش عمیق، قالب های نورد رزوه ای، و ابزارهای اکستروژن، هر جا که ترکیبی از مقاومت سایشی و مقاومت فشاری تحت بارگذاری چرخه ای برای حفظ دقت ابعادی و کیفیت سطح در حجم تولید بالا لازم باشد، استفاده می شود.
سایش قطعات و اجزای ساختاری
کاربرد بخش سایش و اجزای ساختاری کاربید تنگستن طیف بسیار گستردهای از محصولات مورد استفاده در صنایع مختلف مانند کاغذ و چاپ، پردازش مواد غذایی، تولید الکترونیک، ماشینآلات نساجی و سیستمهای پمپاژ را در بر میگیرد. نازل های کاربید برای سیستم های انفجار ساینده و پاشش در مقابل عملکرد فرسایشی ذرات ساینده بسیار طولانی تر از جایگزین های فولادی مقاومت می کنند. سطوح آب بندی کاربید برای آب بندی های مکانیکی در پمپ هایی که با دوغاب های ساینده کار می کنند، سطح و صافی خود را در میلیون ها چرخه عملیاتی حفظ می کنند. رول های راهنمای کاربید و رول های شکل دهنده در خطوط تولید سیم و لوله دقت ابعادی را در طول دوره های تولید طولانی حفظ می کنند. صندلیها و توپهای سوپاپ کاربید در شیرهای کنترل جریان که سیالات فرآیند ساینده یا فرسایشی را مدیریت میکنند، عمر مفیدی را ارائه میکنند که نسبت به جایگزینهای فلزی معمولی بیشتر است. در هر مورد، محرک مشترک برای مشخص کردن کاربید، حذف خرابی سایش زودرس است که در غیر این صورت مستلزم تعویض مکرر، خرابی ماشین و تلفات تولید مرتبط است.
ابزار پزشکی و دندانپزشکی
کاربید تنگستن سیمانی در کاربردهای پزشکی و دندانپزشکی استفاده میشود، زیرا سختی، زیست سازگاری، مقاومت در برابر خوردگی و توانایی نگه داشتن لبه برش تیز از طریق چرخههای استریلسازی مکرر آن را نسبت به فولاد ضد زنگ برتری میدهد. قیچیهای جراحی، نگهدارندههای سوزن، و انبرسپسهای تشریحکننده که با درجهای کاربید در سطوح کاری خود تولید میشوند، عملکرد برش دقیقتر و دقیقتری را از طریق استریلسازی و چرخههای استفاده بسیار بیشتر از معادلهای تمام فولادی حفظ میکنند. فرزهای دندانی برای برش مینای دندان و استخوان در حین عمل تقریباً به طور انحصاری از کاربید ساخته می شوند زیرا کارایی و طول عمر بالای آن در مقایسه با فولاد دارد. ابزارهای برش ارتوپدی از جمله ریمرها، سوهان ها و اره های استخوانی از کاربید برای بهبود عملکرد برش و عمر مفید بیشتر استفاده می کنند. الزامات پاکیزگی و زیست سازگاری سخت در کاربردهای پزشکی به این معنی است که فقط گریدهای کاربید با خلوص بالا با سطوح عناصر کمیاب کنترل شده برای این کاربردها واجد شرایط هستند.
پوشش های کاربید تنگستن: روشی متفاوت برای به دست آوردن عملکرد کاربید
فراتر از اجزای کاربید سیمانی جامد، کاربید تنگستن به طور گسترده به عنوان یک پوشش سطحی روی فولاد و سایر مواد بستر با استفاده از فرآیندهای اسپری حرارتی، معمولاً پاشش سوخت اکسیژن با سرعت بالا (HVOF) و پاشش پلاسما استفاده می شود. در کاربردهای پوشش کاربید تنگستن، هدف ترکیب مقاومت سایشی و سختی کاربید در سطح کار با چقرمگی، ماشین کاری و هزینه پایینتر یک بستر فولادی است و به تعادل عملکردی دست مییابد که هیچ یک از مواد به تنهایی قادر به ارائه آن نیستند.
پوششهای کاربید تنگستن-کبالت (WC-Co) و کاربید تنگستن- کبالت-کروم (WC-CoCr) اسپری شده با HVOF پرکاربردترین پوششهای اسپری حرارتی برای محافظت در برابر سایش و فرسایش در سطح جهان هستند. فرآیند HVOF ذرات پودر کاربید-بایندر را قبل از برخورد با بستر به سرعتهای بسیار بالا تسریع میکند و پوششهای متراکم و چسبیده با سختی نزدیک به کاربید متخلخل و تخلخل بسیار کم ایجاد میکند. این پوششها بر روی اجزای ارابه فرود هواپیما برای جایگزینی روکش کروم سخت برای محافظت در برابر خوردگی و سایش، روی شفتها و آستینهای پمپ در سرویس دوغاب ساینده، روی رولهای ماشین کاغذی که در معرض ساییدگی ناشی از محتوای فیبر بازیافتی هستند، روی میلههای سیلندر هیدرولیک، و در بسیاری از اجزای دیگر استفاده میشود که طول عمر بیشتر ساختار فولادی را افزایش میدهد. راه حل مهندسی مقرون به صرفه ضخامت پوشش معمولاً از 100 تا 400 میکرون متغیر است و سطح پوشش داده شده را می توان تا حد تحمل ابعادی دقیق و پس از پاشش سطحی آسیاب کرد.
خواص فیزیکی و مکانیکی کلیدی کاربید تنگستن سیمانی
برای مهندسانی که کاربید تنگستن را برای یک کاربرد جدید مشخص می کنند یا آن را با مواد جایگزین مقایسه می کنند، داشتن تصویر واضحی از محدوده خواص فیزیکی و مکانیکی آن ضروری است. جدول زیر مهمترین خواص را در محدوده عیار معمولی برای کاربید WC-Co سیمانی خلاصه می کند.
| اموال | محدوده معمولی (نمرات WC-Co) | مقایسه با فولاد |
| سختی ویکرز (HV) | 1000 - 1800 HV | 3-7× سخت تر از فولاد ابزار سخت شده |
| چگالی (g/cm³) | 13.0 - 15.5 | ~ 1.7-2× چگالی تر از فولاد |
| مدول یانگ (GPA) | 500 - 700 گیگا پاسکال | ~2.5-3.5× سفت تر از فولاد |
| مقاومت فشاری (MPa) | 3500 - 7000 مگاپاسکال | تراکم بسیار بالاتر از فولاد است |
| قدرت پارگی عرضی (MPa) | 1500 - 4000 مگاپاسکال | قابل مقایسه یا بهتر از فولاد سخت شده |
| چقرمگی شکست (MPa·m½) | 8 - 22 مگاپاسکال · متر ½ | پایین تر than steel; brittle in tension |
| رسانایی حرارتی (W/m·K) | 70 - 110 W/m·K | بالاer than most steels |
| ضریب انبساط حرارتی (×10-6/°C) | 4.5 - 6.5 | ~ نصف فولاد؛ در مجامع پیوندی در نظر بگیرید |
| نقطه ذوب (درجه سانتیگراد) | ~2870 درجه سانتیگراد (ترکیب WC) | بسیار بالاتر از فولاد (~1400 درجه سانتیگراد) |
بازیافت و پایداری کاربید تنگستن
تنگستن به دلیل خطرات تمرکز عرضه - با کنترل اکثریت قریب به اتفاق تولید اولیه جهانی - و نقش اساسی آن در صنایع استراتژیک، تنگستن به عنوان یک ماده خام حیاتی توسط اتحادیه اروپا و ایالات متحده طبقه بندی می شود. این ریسک عرضه، همراه با ارزش اقتصادی بالای تنگستن، بازیافت ضایعات کاربید تنگستن را به یک جزء مهم از زنجیره تامین جهانی تنگستن تبدیل میکند. تقریباً 30 تا 40 درصد از تنگستن مصرف شده در سطح جهان در حال حاضر از ضایعات کاربید بازیافتی تأمین می شود، نسبتی که صنعت فعالانه در تلاش است تا از طریق بهبود زیرساخت های جمع آوری و پردازش، آن را افزایش دهد.
چندین مسیر بازیافت برای کاربید تنگستن مصرف شده وجود دارد. فرآیند بازیابی روی، بایندر کبالت را با واکنش با روی مذاب در دمای تقریبی 900 درجه سانتیگراد حل می کند و دانه های کاربید تنگستن را برای استفاده مجدد پس از حذف روی توسط تقطیر خلاء، دست نخورده باقی می گذارد. این فرآیند زمانی ترجیح داده می شود که پودر WC بازیافت شده در تولید کاربید مورد استفاده مجدد قرار گیرد زیرا اندازه دانه را حفظ می کند و از پردازش شیمیایی پر انرژی که برای تبدیل تنگستن به شکل عنصری آن نیاز است اجتناب می کند. فرآیند جریان سرد از ضربه با سرعت بالا برای شکستن مکانیکی کاربید مصرف شده به پودر ریز استفاده می کند که با پودر بکر برای بازیافت مخلوط می شود. فرآیندهای تبدیل شیمیایی - از جمله مسیر APT - کل کاربید فشرده را حل می کند و تنگستن را از طریق پاراتنگستات آمونیوم از نظر شیمیایی خالص می کند و موادی معادل تنگستن اولیه تولید می کند که می تواند به پودر WC جدید کربوره شود. ارزش اقتصادی ضایعات کاربید تنگستن، آن را به یکی از فعالترین مواد صنعتی بازیافتی تبدیل میکند، با شبکههای جمعآوری و فرآوری تاسیس شده که در سراسر جهان در صنایع ابزار برش، ابزار معدن و صنایع قطعات پوشیدنی فعالیت میکنند.
باورهای غلط رایج در مورد کاربید تنگستن که ارزش پاک کردن دارد
چندین تصور نادرست مداوم در مورد کاربید تنگستن در هر دو زمینه فنی و مصرف کننده وجود دارد و پرداختن به آنها به طور مستقیم به ایجاد انتظارات واقع بینانه در مورد آنچه که ماده می تواند و نمی تواند انجام دهد کمک می کند.
- "کاربید تنگستن نشکن است": این یکی از رایج ترین سوء تفاهم ها، به ویژه در زمینه جواهرات کاربید تنگستن و محصولات مصرفی است. کاربید سیمانی بسیار سخت و مقاوم در برابر سایش است، اما در کشش نیز شکننده است - چقرمگی شکست نسبتاً کمی در مقایسه با فولاد دارد و اگر در معرض ضربه کافی یا تنش کششی قرار گیرد، ترک خورده یا خرد میشود. برای مثال، یک حلقه کاربید تنگستن را نمی توان در مواقع اضطراری مانند حلقه طلا خم کرد - باید با استفاده از یک تکنیک خاص شکسته شود. سختی که کاربید را برای کاربردهای سایش بسیار موثر می کند، از شکنندگی که آن را در برابر شکست ضربه آسیب پذیر می کند جدا نیست.
- "تمام کاربید تنگستن یکسان است": عبارت "کاربید تنگستن" خانواده ای از گریدها را پوشش می دهد که دارای خواص بسیار متفاوت بسته به محتوای کبالت، اندازه دانه و فازهای کاربید اضافی هستند. یک گرید انتخاب معدنی با 20 درصد کبالت دارای ویژگیهای سختی، مقاومت در برابر سایش و چقرمگی بسیار متفاوتی با درجه سایش دقیق با 6 درصد کبالت و اندازه دانه زیر میکرون است. مشخص کردن "کاربید تنگستن" بدون تعیین درجه، اطلاعات ناکافی را برای اکثر کاربردهای مهندسی فراهم می کند.
- "کاربید تنگستن نمی تواند خراشیده شود": در حالی که کاربید سیمانی در مقایسه با فلزات به شدت در برابر خراش مقاوم است، میتواند توسط مواد سختتر از خودش خراشیده شود - از جمله الماس، نیترید بور مکعبی (CBN) و برخی از مواد سرامیکی. ساینده های پوشش داده شده با الماس و چرخ های سنگ زنی CBN به طور معمول برای سنگ زنی و تکمیل قطعات کاربید تنگستن دقیقاً به این دلیل استفاده می شوند که سخت تر هستند و می توانند مواد را از سطح کاربید جدا کنند.
- "کبالت بالاتر همیشه به معنای کیفیت پایین تر است": این در زمینه کاربردهایی که به چقرمگی و مقاومت ضربه ای نیاز دارند نادرست است. نمرات با کبالت بالا به طور خاص برای کاربردهایی مانند پیک های معدنی و برش های سنگین قطع شده که در آن مقاومت در برابر ضربه نیاز اولیه است، مهندسی شده اند. در این کاربردها، یک عیار کم کبالت که بر اساس حداکثر سختی انتخاب میشود، به سرعت میشکند. سطح مناسب کبالت سطحی است که تعادل بهینه سختی و چقرمگی را برای کاربرد خاص فراهم می کند - نه در سطح جهانی بالا و نه در سطح جهانی پایین.
- "ابزارهای کاربید تنگستن هرگز نیاز به تعویض ندارند": ابزارهای کاربید تنگستن در بیشتر کاربردها بسیار کندتر از جایگزین های فولادی سایش می شوند، اما فرسوده می شوند و در نهایت نیاز به تعویض یا بازسازی دارند. اقتصاد ابزارهای کاربید بر اساس عمر سایش برتر آنها است - که فرکانس و هزینه تعویض را در مقایسه با جایگزینهای کمتر مقاوم در برابر سایش کاهش میدهد - نه بر طول عمر بینهایت. بازرسی منظم و جایگزینی فعال در حد سایش مناسب همیشه بهتر از کارکردن ابزار کاربید تا خرابی کامل است، که معمولاً باعث آسیب اضافی به اجزای مرتبط میشود.
محصولات ما //
محصولات مرتبط